






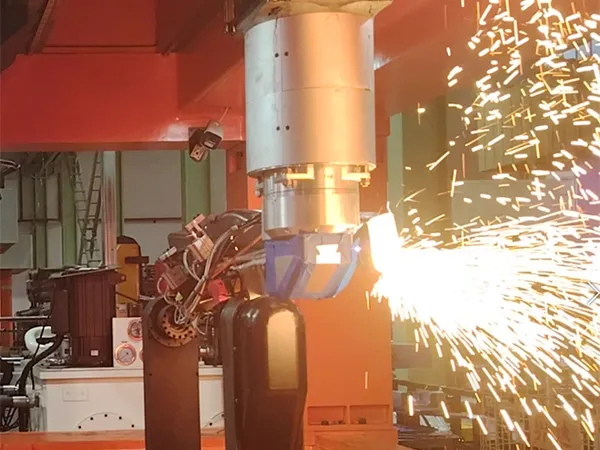
16축 이중 스테이션 3D 레이저 절단기
두 개의 6축 레이저 절단 헤드와 네 개의 회전 축으로 구성된 로봇 3D 레이저 가공 시스템
16축 이중 스테이션 3D 레이저 절단기는 복잡한 금속 부품의 고정밀 가공을 위해 설계되었습니다. 여기에 불규칙한 형상의 튜브, 자동차 차체 부품, 열 성형 강재 부품, 그리고 다양한 형상의 금속 프로필이 포함됩니다. 다축 협동 움직임과 두 개의 독립적인 레이저 절단 헤드를 통해 서로 다른 부품을 동시에 가공할 수 있어 정밀도를 유지하면서 효율성을 높입니다. 사용자 친화적인 제어 시스템과 업그레이드된 절단 매개변수 라이브러리는 절단 경로를 쉽게 조정 및 수정할 수 있도록 하고, 이중 스테이션·다축 구성은 전체 생산 능력을 크게 향상시키는 데 도움을 줍니다.
| 명세 | ||||||||||||||||
| 여행 | 2950 mm | 2950 mm | 1380 mm | 1380 mm | 730 mm | 730 mm | ±180° | ±180° | ±180 | ±180° | ±135 | ±135° | NX360° | NX360° | ±10 mm | ±10 mm |
| 최대 속도 | 120 m/분 | 120 m/분 | 80 m/분 | 80 m/분 | 120 m/분 | 120 m/분 | 120RPM | 120RPM | 120RPM | 120RPM | 120RPM | 120RPM | 120RPM | 120RPM | 분당 20미터 | 분당 20미터 |
| 최대 가속 | 10 m/s² | 10 m/s² | 10 m/s² | 10 m/s² | 10 m/s² | 10 m/s² | 25 rad/s² | 25 라드/초² | 25 rad/s² | 25 rad/s² | 125 rad/s² | 125 rad/s² | 125 라드/초² | 125 rad/s² | 10 m/s² | 10 m/s² |
| 반복 가능성 | ±0.025 mm | ±0.025 mm | ±0.015 mm | ±0.015 mm | ±0.015 mm | ±0.015 mm | ±0.01° | ±0.01° | ±0.01° | ±0.01° | ±0.01° | ±0.01° | ±0.01° | ±0.01° | ±0.025 mm | ±0.025 mm |
| 모터 출력 | 5 kW | 5kW | 5.5 kW | 5.5 kW | 5.5 kW | 5.5 kW | 0.62 kW | 0.62킬로와트 | 0.62 kW | 0.62kW | 0.37킬로와트 | 0.37 kW | 0.75 kW | 0.75 kW | 0.2킬로와트 | 0.2 kW |
| 레이저 출력 | 6000 W | |||||||||||||||
| 최대 고정 하중 | 100kg (참고: 장치의 무게중심은 축 중심에서 200mm 떨어져 있음) | |||||||||||||||
| 전체 치수 (길이 × 너비 × 높이) | 6800×4300×5200 mm | |||||||||||||||
| 총 무게 | 약 30톤 | |||||||||||||||
3D 레이저 절단 솔루션은 자동차 제조, 항공우주, 철도 차량, 의료 기기, 판금 가공 등 다양한 산업 분야에서 탄소강, 스테인리스강, 티타늄 합금, 알루미늄 합금의 정밀 가공에 널리 사용됩니다.

불규칙한 관 모양 부품
자동차 섀시 부품, 오토바이 프레임, 자동차 배기 시스템, 피트니스 장비.
프레스 가공된 본체와 커버 부품
자동차 차체 패널, 툴링 샘플, 차량 캐빈, 신에너지 차량 부품.

열간 성형 강 부품
지붕 가로 부재, 하부 차체 구조, 측면 보강 패널(A, B, C 기둥) 및 전면 격벽 패널.

독립적인 이중 경로 처리
대부분의 5축 3D 레이저 시스템은 단일 절단 헤드를 사용하며, 이 경우 비정형 튜브는 절단 작업을 완료하기 위해 종종 재클램핑이 필요합니다. 이러한 추가 작업은 정밀도에 영향을 줄 수 있습니다. 두 개의 독립적인 절단 헤드와 16축 구성, 그리고 네 개의 외부 회전 축을 결합하면 복잡한 부품을 한 번의 셋업으로 가공할 수 있습니다. 절단 과정을 단일 셋업으로 완료함으로써 위치 오차가 줄어들고 절단 정밀도가 안정적이고 일관되게 유지됩니다.

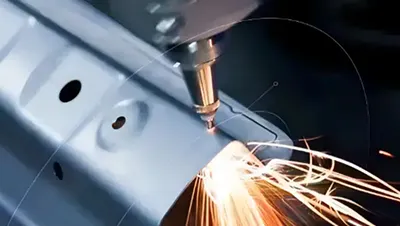
고속 이중 경로 추종 제어
레이저 절단 시 절단 헤드와 소재 사이의 거리는 일정하게 유지되어야 합니다. 표면 높이가 변하면 절단 헤드도 이에 맞춰 움직여야 하며, 그렇지 않으면 절단 품질에 영향을 받습니다. 이 시스템은 FANUC 고속 추적 제어(HSP)를 사용하여 표면 변화에 따라 절단 헤드가 즉시 위치를 조정하고, 절단 갭을 전체 과정에서 안정적으로 유지합니다.
효율적인 프로그래밍
- 레이저 절단 센터와 실제 작업물 위치는 소프트웨어에서 1:1 비율로 미러링됩니다. 고정장치 완성이나 번거로운 3점 위치 설정을 기다리지 않고도 프로그래밍과 테스트를 더 일찍 시작할 수 있습니다.
- 5축 프로그래밍 과정에 완전 자동화된 경로 최적화가 통합되어, 충돌 위험과 축 제한 제약을 해결하고 프로그래밍 복잡성을 줄이며 효율성을 향상시킵니다.
- 모션 시뮬레이션은 커팅 헤드, 고정장치 및 관련 구성 요소의 움직임을 기록하는 공간 스윕 볼륨을 생성합니다. 간섭 영역을 보다 쉽게 식별할 수 있어, 실제 가공에 필요한 작업 공간에 더 잘 맞는 고정장치 설계를 지원합니다.

독립적인 이중 경로 프로세스 설정
듀얼 채널 제어를 통해 각 절단 경로를 독립적으로 설정할 수 있으며, 채널당 최대 30개의 파라미터 세트를 지정할 수 있어 조건이 변할 때 공정 조정이 훨씬 간단해집니다. 전력 파형 제어는 모서리에서 발생하는 날카로운 잔여물(버)을 방지하고 과열 위험을 줄여, 복잡한 형태에서도 품질을 일정하게 유지합니다. 가공 수준은 1에서 10까지 조절할 수 있으며, 높은 수준에서는 정밀도를 중시하고 낮은 수준에서는 빠른 절단 속도를 제공합니다. 동일한 파이프에도 서로 다른 가공 수준을 적용할 수 있어, 특정 절단 요구 사항에 따라 속도와 정밀도를 균형 있게 맞출 수 있습니다.

효율적인 이중 스테이션 자동 처리
이중 스테이션 로봇 적재 및 하역 기능은 시스템을 지속적으로 가동하도록 유지하며, 수작업 처리를 줄이고 적재 시간을 단축합니다.